
Plasma Welding of Titanium Tubes
Is there any element you know which is called a “super material”? Indeed, the element is the 9th most abundant element and the 7th most abundant metal found in Earth’s crust, and it’s none other than titanium. The origin of the name can be traced back to Titans (the sons of the Earth Goddess of Greek mythology). Titanium is a low-density (slightly above the half of steel) and high-strength metal and strongly resistive to corrosion. Therefore, it is often alluded to as a “superhero.” Just for the record, it wasn’t discovered until 1791, which must be astonishing to hear for you.
Plenty of techniques are employed to weld titanium and titanium alloys using different techniques such as plasma welding. Likewise, you must have heard of titanium tubes popular for their strength, corrosion resistance, low-density, high-toughness, and many other excellent features. When alloyed with aluminium or vanadium, titanium tubes can demonstrate increased strength while retaining their weight advantage. These facets make it a highly preferred material globally used in shipbuilding, aerospace (commercial and military aircraft), and chemical industries.
Along the same lines, you may have many questions in mind regarding welding titanium tubes. Therefore, let’s dive into an in-depth explanation of the plasma welding of titanium tubes.
What Is Plasma Welding?
Plasma welding refers to a liquid state arc welding technique. By supplying high-energy hot ionized gases called Plasma used to melt the workpiece, and the arc is formed between a tungsten electrode (non-consumable) and the workpiece. The working principle of plasma arc welding is thermal cutting, which requires a high-power DC supply. The arc temperature can be as maximum as 33,000°C, along with utilizing a shielding gas to maintain low-pressure, high temperature, and high heat concentration. Apart from that, the welding process is accompanied by equipment, techniques, and proper testing to ensure a good quality fusion or weld.
Why Is It Used In Welding Titanium Tubes?
Welding of titanium tubes can be moderately complicated because the material can become highly reactive at increased temperatures and can also negatively affect overall weld integrity based on the included impurities. However, Plasma arc welding can be handy in this situation. The reason is that Plasma arc welding results in lower heat inputs, faster welding and travel speeds, and higher metallurgical quality levels than the previously used tungsten inert gas welding technique.
What Sizes Of Tubes Can You Weld?
Keyhole mode and melt-in mode are two distinct operating modes used in Plasma arc welding. The keyhole mode is used at a higher Plasma gas flow rate and arc currents when the plasma jet can penetrate the joint after displacing the molten metal and forming a keyhole. It is feasible to use this mode for all commercial metals, including titanium tubes between 1.6 mm through 13 mm.
On the other hand, the weld-in mode is conveniently used at lower arc currents for titanium tubes and other commercial metals as thin as 0.050 mm up through 3.2 mm in a single pass. At the same time, the multi-pass melt-in mode is suitable for thicknesses of 6.4 mm or above. On the contrary, the thickness and thinness ranges may vary as per the metal used. Essentially, filler rods are used when welding thick materials, so you can easily weld metals with large thicknesses.
What Is The Welding Material?
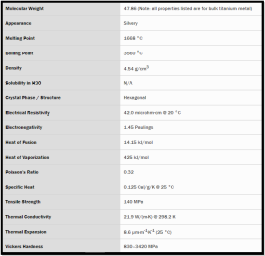
The welding material you are using here is a titanium tube. Since each element has its unique mechanical and chemical properties, the techniques or steps vary with the metal used to ensure a quality weld. Here are some theoretical properties offered by titanium tubes:
What Type Of Machine Is Used?
You might be wondering what type of equipment and machinery Plasma arc welding is using. The technique uses a low-density power source, a generator (high-frequency), welding torch, electrode (non-consumable), Plasma & shielding gas controller, filler wires or cables feeder, wire brush, etc.
Moreover, the welding machine used in Plasma arc welding is either DC or AC. Note here that DC machines can deliver excellent performance as the amount of heat provided is controllable due to Direct current. Although they are cost-effective, the quality of AC welding machines is not optimal since they use alternating current, so the delivered amount of heat varies with time.
What Can Go Wrong ?
Several factors have an impact on titanium tubes weldability. As you know, titanium tube is heated during the welding process, so it is more likely to combine with oxygen, nitrogen, carbon, or hydrogen present in the air at temperatures above 500-600°C, resulting in the deterioration of the mechanical properties such as ductility and toughness of the metal. Other weld faults constitute porosity, slag inclusions, undercutting, lack of fusions, and incomplete penetration. All these failures may occur during the welding process and can affect the quality of the weld.
What Is A Good Quality Weld?
- If you want to attain a good quality weld, you must understand what precisely a good quality weld is. Subsequently, here we mention some basic requirements to name a joint a good quality weld.
- The product is completed accurately as per the design dimensions.
- The product provides the needed strength and functionality.
- The weld appearance fulfils the required level.
- The bead contains no distortion, cracks, or holes.
- The strength of the weld joint is viewed as equivalent to that of the base material.
- The relationship between joint efficiency, weld joint strength, and base material strength can be communicated as Joint efficiency = weld joint strength / base material strength.
How To Ensure The Quality Of The Weld?
When titanium tube is used as the welding material, you can ensure the quality by following a few steps. These might include but are not restricted to the below-given steps.
- Apply methyl ethyl ketone through a lint-free cloth to remove the titanium tube’s surface contamination (oil, grime, dust, and rust). Let the solvent evaporate completely.
- Remove the oxide scale, which can result in a weaker weld if not removed. For this purpose, you can use a carbide file or carbide deburring tool.
- You know titanium tube needs full coverage from shielding gas so that you can use pure argon. However, a mixture of argon-helium 75/25 is best for good penetration. By the way, nitrogen and hydrogen can likewise be included in the mix.
- It would be best to use a filler metal when titanium tubing is thicker than 0.010 inches. Be sure that the filler metal properties should be as same as the base metal.
- The impacts of the heating/cooling cycles associated with the welding process on the mechanical properties of titanium tubes should also be considered.
- A high-quality weld is possible due to flat position welding, which is advised in all arc welding techniques and ensures high-quality weld at high deposition rates. It also results in a larger weld pool that causes slower solidification and cooling rates, allowing the gases to evolve from the collection and ultimately dampening the porosity.
- Another point you need to ponder is tube thickness. As the thickness of the tube increases, the joint parameters become more critical. Hence, an appropriate amount of bevel depth on either side of the joint and area of land between bevels are responsible for weld quality.
How Is The Weld Tested?
The weld is tested using proper techniques under strictly controlled environmental conditions. NDT (non-destructive testing) is widely used to evaluate welds and usually incorporates tests such as Visual Inspection, Magnetic Particle, Liquid Penetrant, Eddy Current, Acoustic Emission, Ultrasonic, and Radiography. The weld is checked for equal distribution of weld material, free of contaminants, no porosity, joint tightness, leak-proof, and ensuring proper strength. The weld joint is tested against the criteria mentioned in one of the above sections.
Final Words
Titanium tubes are commercially used in various high-tech and precision industries. Consequently, it is essential to know its weldability. Accordingly, numerous welding processes are in widespread use for welding titanium tubes such as GTAW, GMAW, LBW, RW, and EBW, to name a few. Plasma arc or Plasma welding is also one of them, which is a common technique used in welding titanium tubes. The basic principle for the process remains the same for all metals. Nevertheless, some methods and tricks that vary depending on welding material ensure a good quality weld.