Anodizing is a conventional method of electrolytically oxidizing the surface of metals and their alloys to generate an oxide coating. This method produces oxide films with uniform color, corrosion resistance, high adhesion, and biocompatibility. It is commonly utilized in contemporary biomedicine and aerospace industry.
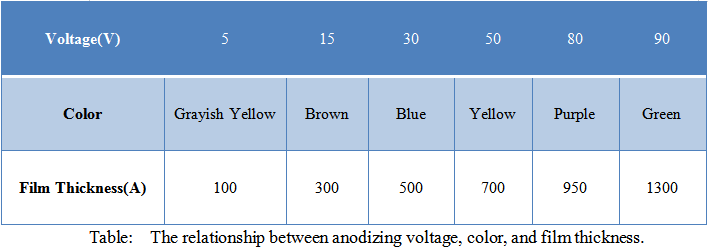
Titanium is anodized using titanium as the anode and other metals such as stainless steel as the cathode. The surface of the titanium alloy is oxidized by an electrochemical process with the assistance of a specific electrolyte to generate an oxide coating. This layer of oxide film has extremely visible light reflection and refraction effects. The oxide film with varied thicknesses will exhibit different colors while also providing protection.Therefore, it is an ideal ornamental and wear-resistant layer that is frequently employed in structures, aviation, medicine, and other disciplines.